Contenido
- 1 Principios de funcionamiento y características técnicas de las laminadoras cruzadas
- 2 Principios de proceso y clasificación de las punzonadoras de agujas.
- 3 Optimización sinérgica de los procesos de conformado de banda y punzonado
- 4 Puntos clave para la selección y mantenimiento de equipos
- 5 Tendencias de desarrollo de la industria y direcciones de actualización tecnológica
Web Equipos de conformado y punzonado sirve como el unidad central de procesamiena en líneas de producción de telas no tejidas, determinando directamente la estabilidad estructural, el rendimiento mecánico y la uniformidad de densidad del producto final. La napadora transversal extiende uniformemente las fibras cardadas en una red delgada para formar la estructura inicial de la tela no tejida, mientras que la máquina punzonadora penetra y entreteje aún más las fibras a través de procesos de punzonado con agujas de velocidad media o alta, mejorando significativamente la resistencia a la tracción y la integridad estructural. Para empresas que buscan telas no tejidas de alta calidad, coincidencia precisa de la selección de equipos con los parámetros del proceso es la clave para mejorar la competitividad del producto.
Principios de funcionamiento y características técnicas de las laminadoras cruzadas
Papel clave de la distribución uniforme de la fibra
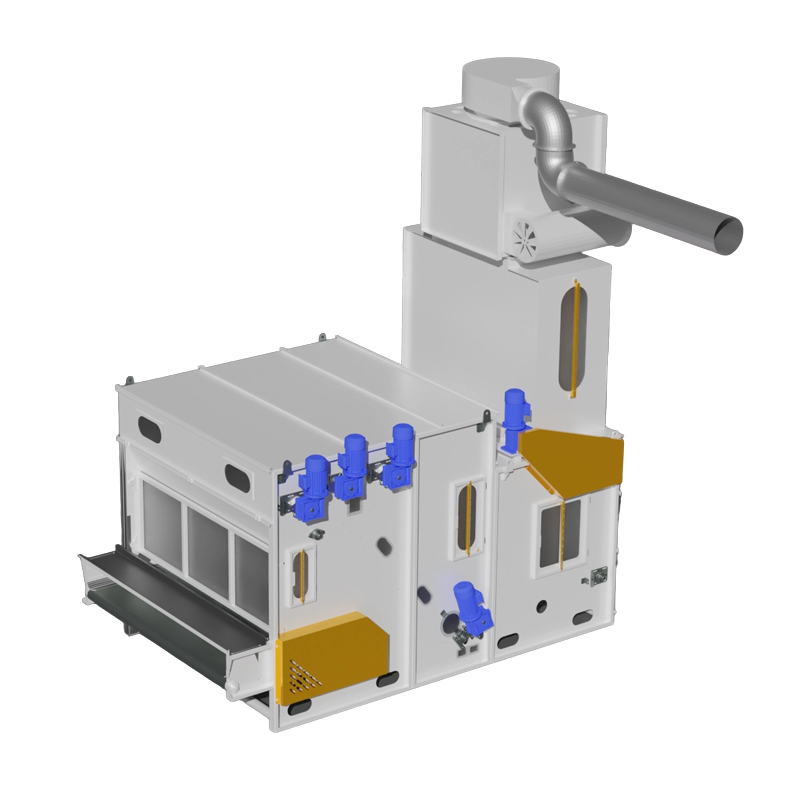
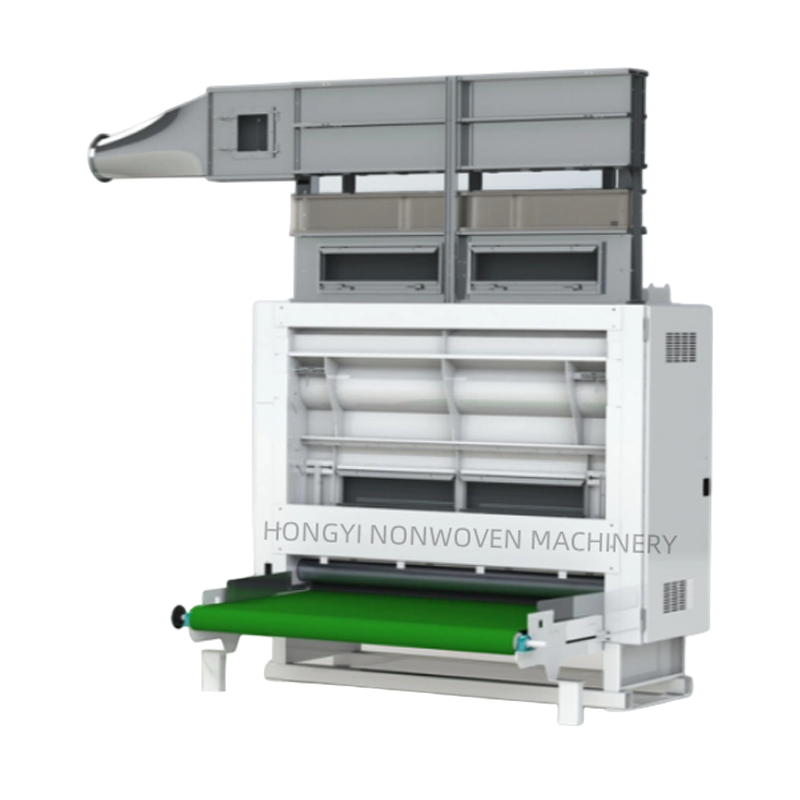
La función principal de una napadora transversal es doblar y apilar la red de fibras que sale de la máquina cardadora de manera transversal, formando una estructura de red de fibras compuesta de múltiples capas. A través de mecanismos de movimiento alternativo, el dispositivo apila redes de fibra de una sola capa en ángulos transversales capa por capa, produciendo en última instancia una red de fibra uniforme con un ancho y peso base específicos. Este proceso afecta directamente la base de calidad para las operaciones posteriores de punzonado.
Principales parámetros técnicos e indicadores de desempeño.
Los parámetros operativos típicos de las napadoras cruzadas modernas son los siguientes:
| Parámetro | Tipo estándar | Tipo de alta velocidad | Tipo de ancho ancho |
|---|---|---|---|
| Ancho de trabajo | 2,0 - 3,5 metros | 2,5 - 4,0 metros | 4,0 - 7,0 metros |
| Velocidad de colocación | ≤ 80 m/min | 80 - 150 m/min | 60 - 120 m/min |
| Recuento de capas | 2 - 8 capas | 4 - 12 capas | 3 - 10 capas |
| Rango de peso base | 80 - 800 g/m² | 100 - 1000 g/m² | 150 - 1200 g/m² |
Factores clave que afectan la calidad de la colocación
La uniformidad de la colocación está influenciada por múltiples factores, entre los que se incluyen principalmente:
- Características de la fibra : La longitud de la fibra (normalmente 38 - 76 mm es óptima), la finura y el rizado afectan directamente la uniformidad de la distribución de la fibra durante el proceso de colocación.
- Velocidad de alimentación : El grado de coincidencia entre la velocidad de salida de la máquina cardadora y la velocidad alternativa de la pulidora; desviaciones de velocidad superiores ±5% puede causar fácilmente un espesor desigual
- Control de tensión : Estabilidad de la tensión durante la transmisión de la red de fibra; El rango de fluctuación debe controlarse dentro de ±3%
- Condiciones ambientales : La temperatura y la humedad del taller (temperatura recomendada 22 - 26°C, humedad relativa 55% - 65%) afectan la electricidad estática de la fibra y la mosca.
Principios de proceso y clasificación de las punzonadoras de agujas.
Mecanismo físico del refuerzo por punzonado con agujas.
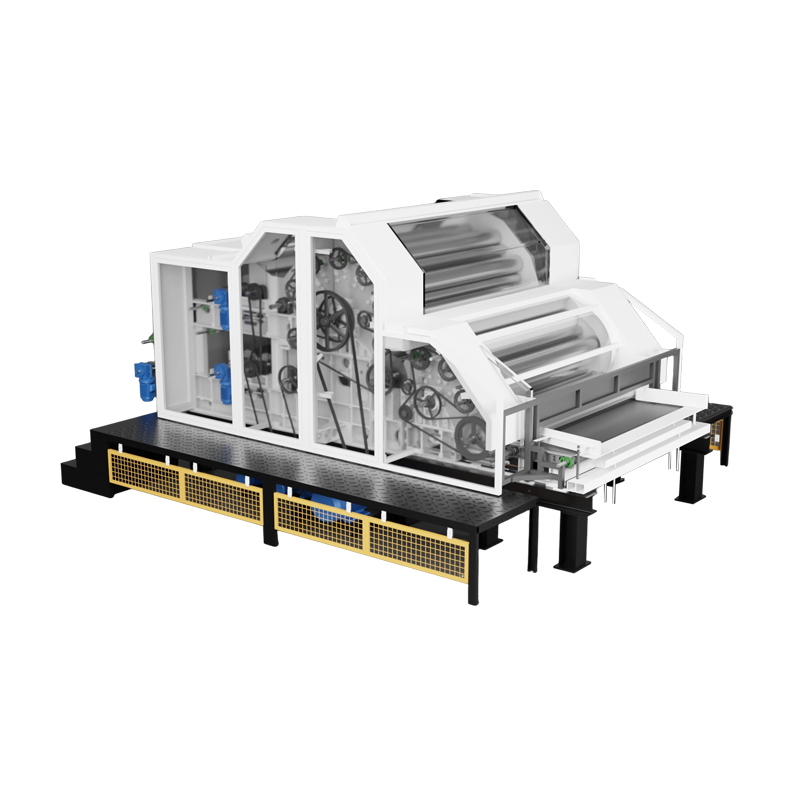
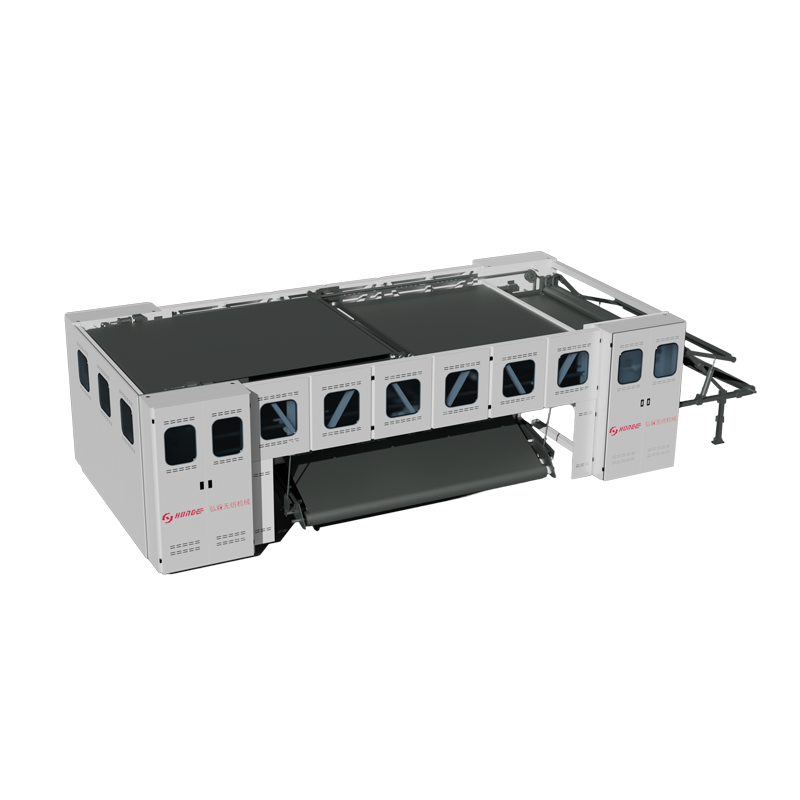
Las máquinas punzonadoras utilizan agujas de púas para perforar repetidamente la red de fibras, lo que hace que las fibras se desplacen y se enreden en la dirección del espesor. Las púas de las agujas transportan las fibras hacia abajo durante la penetración y las liberan en el movimiento de retorno, formando una estructura entrelazada tridimensional. Este método de entrelazado mecánico no requiere aglutinantes químicos para lograr productos no tejidos con alta resistencia y estabilidad.
Principales tipos y escenarios de aplicación
Según la frecuencia de punzonado y las características del proceso, las punzonadoras se pueden clasificar en los siguientes tipos:
| Tipo | Frecuencia de punzonado | Peso base aplicable | Aplicaciones típicas |
|---|---|---|---|
| Telar de agujas de velocidad media | 800 - 1500 carreras/min | 100 - 500 g/m² | Medios de filtración, geotextiles |
| Telar de agujas de alta velocidad | 1500 - 2500 carreras/min | 80 - 400 g/m² | Interiores de automóviles, textiles para el hogar |
| Telar de agujas de doble tablero | 1000 - 2000 carreras/min | 200 - 1000 g/m² | Respaldo de alfombra, base de cuero sintético |
| Telar de agujas de terciopelo | 600 - 1200 carreras/min | 150 - 600 g/m² | Cuero artificial, materiales de limpieza |
Impacto en el proceso de la densidad de punzonado con aguja
La densidad de punzonado (el número de punzones por unidad de área) es el parámetro central que determina el rendimiento de la tela no tejida. Tomando como ejemplo los geotextiles, cuando la densidad de punzonado aumenta de 200 golpes/cm² to 400 golpes/cm² , la resistencia a la tracción longitudinal puede aumentar desde aproximadamente 8 kN/m a 15 kN/m , un aumento de casi 90% . Sin embargo, un punzonado excesivo (superior a 600 punzones/cm²) provoca un aumento de las tasas de rotura de la fibra, lo que a su vez reduce la resistencia del producto. Por tanto, la optimización basada en el tipo de fibra y la aplicación del producto es fundamental.
Optimización sinérgica de los procesos de conformado de banda y punzonado
Principios generales de coincidencia de la cadena de procesos
La formación de banda y el punzonado no son procesos independientes sino operaciones secuenciales interdependientes en una cadena de proceso continua. La uniformidad del espesor de la red de fibras que sale de la napadora determina directamente la distribución de densidad del producto después del punzonado; por el contrario, la profundidad de penetración y la densidad de la máquina punzonadora afectan la estabilidad estructural de la red de fibras. En la producción real, La desviación del peso base debe controlarse dentro de ±3%. para garantizar que el valor CV (coeficiente de variación) del producto perforado se mantenga por debajo 5% .
Soluciones típicas de coincidencia de parámetros de proceso
Las combinaciones de parámetros de proceso recomendadas para diferentes campos de aplicación son las siguientes:
- Telas no tejidas para interiores de automóviles : Peso base de colocación 300 - 450 g/m², densidad de punzonado 350 - 450 punzones/cm², profundidad de punzonado 8 - 12 mm
- Medios de filtración : Peso base de colocación 150 - 300 g/m², densidad de punzonado 400 - 600 punzones/cm², profundidad de punzonado 6 - 10 mm
- Geotextiles : Peso base de colocación 200 - 600 g/m², densidad de punzonado 200 - 400 punzones/cm², profundidad de punzonado 10 - 15 mm
- Materiales de relleno textiles para el hogar : Peso base de colocación 100 - 200 g/m², densidad de punzonado 150 - 250 punzones/cm², profundidad de punzonado 5 - 8 mm
Puntos clave para la selección y mantenimiento de equipos
Consideraciones fundamentales durante la selección
Al comprar equipos de punzonado y conformado de redes, las empresas deben centrarse en evaluar las siguientes dimensiones:
- Coincidencia de capacidad : La capacidad nominal del equipo debe exceder la demanda máxima real en 15% - 20% para adaptarse a las fluctuaciones de pedidos
- Adaptabilidad de la fibra : Confirme el rango de finura de la fibra procesable (normalmente 1,5 - 20 dtex) y el rango de longitud de la fibra del equipo
- Nivel de automatización : Los equipos modernos deben estar equipados con funciones de detección del peso base en línea, corrección automática de la desviación y memoria de parámetros del proceso.
- Indicadores de consumo de energía : El consumo de energía unitario del producto para punzonadoras debe ser inferior 0,15kWh/kg , y para los lappers a continuación 0,08kWh/kg
Mantenimiento diario y prevención de fallas
El funcionamiento estable del equipo depende de protocolos de mantenimiento estandarizados. Las agujas de las punzonadoras son piezas de desgaste; Al procesar fibras de poliéster, la vida útil promedio de cada aguja es aproximadamente 8 - 12 millones punzones, mientras que el procesamiento de fibras de viscosa reduce esto a 5 - 8 millones golpes. Se recomienda establecer archivos de registros de reemplazo de agujas y realizar un seguimiento de las condiciones de desgaste por lote. Las cadenas de transmisión y los rieles guía de las napeadoras transversales deben someterse a un mantenimiento de lubricación cada 500 horas de funcionamiento , y la tensión de la correa síncrona de los mecanismos alternativos debe inspeccionarse mensualmente, y se deben realizar ajustes rápidamente cuando la desviación exceda 10% del valor estándar.

Tendencias de desarrollo de la industria y direcciones de actualización tecnológica
Actualizaciones inteligentes y digitales
Los equipos actuales de formación de bandas y punzonado se están desarrollando rápidamente hacia la inteligencia. Los equipos de nueva generación generalmente están equipados con sistemas de monitoreo de calidad en línea que utilizan sensores de alta precisión para detectar el peso base de la red de fibra, la uniformidad del espesor y la densidad de punzonado en tiempo real, con tiempos de respuesta de retroalimentación de datos reducidos al mínimo. 50 milisegundos . Algunos modelos avanzados tienen algoritmos integrados de aprendizaje automático capaces de ajustar automáticamente la velocidad de colocación y los parámetros de punzonado en función de las fluctuaciones de la materia prima, estabilizando las tasas de calificación del producto superiores. 98% .
Innovaciones en tecnología ambiental y de ahorro de energía
En términos de control del consumo de energía, las nuevas punzonadoras que utilizan servomotores pueden ahorrar 25% - 35% energía en comparación con los modelos tradicionales de transmisión mecánica. La aplicación de la tecnología de regulación de velocidad de frecuencia variable en las napeadoras transversales reduce el consumo de energía en más de 40% durante el funcionamiento a baja velocidad. Además, el diseño silencioso (ruido de funcionamiento de la punzonadora de aguja controlado por debajo 85dB ) y los sistemas optimizados de recogida de polvo han mejorado significativamente el entorno de trabajo en el taller.
Desarrollo simultáneo de capacidades de gran ancho y alta velocidad
La creciente demanda del mercado de telas no tejidas de ancho ancho está impulsando los anchos de trabajo de las napadoras cruzadas hacia 5 - 7 metros . Mientras tanto, las punzonadoras de alta velocidad han logrado frecuencias de punzonado superiores 3.000 golpes/min , combinado con velocidades de colocación superiores 200 m/min , aumentando la capacidad de una sola máquina en casi 3 veces en comparación con hace diez años. Esta tendencia de desarrollo de gran ancho y alta velocidad impone mayores exigencias en cuanto a rigidez estructural de los equipos, control de vibraciones y precisión de sincronización.