Contenido
- 1 Principios técnicos y posicionamiento diferenciado de tres tipos de equipos principales
- 2 Impacto crítico de los procesos de unión térmica en el rendimiento de los no tejidos
- 3 Pautas prácticas de mantenimiento y optimización operativa
- 4 Tendencias de aplicaciones de la industria: de la estandarización a la personalización y la inteligencia
- 4.1 Expansión de la adaptabilidad de los materiales: de fibras sintéticas a fibras naturales y recicladas
- 4.2 Recuperación de calor residual y diseño energéticamente eficiente: vías clave para reducir el consumo de energía unitario
- 4.3 Monitoreo inteligente: de la gestión de procesos basada en la experiencia a la gestión de procesos basada en datos
- 4.4 Aumento de los mercados emergentes: remodelación de los patrones de demanda global
- 5 Conclusión: la precisión técnica determina la excelencia del producto
Equipos termofijados y termofijados transparama redes de fibras sueltas en materiales no tejidos estructuralmente estables y de ala rendimiento mediante un control preciso de la temperatura y la presión. Esta tecnología no sólo determina la calidad del producto final Estabilidad dimensional, espesor uniforme y resistencia mecánica. , pero también tiene un impacto directo en el consumo de energía y la eficiencia operativa de la línea de producción. A medida que la industria mundial de los no tejidos hace la transición hacia Alto valor añadido, bajo consumo energético e inteligente. La fabricación, las actualizaciones tecnológicas en los procesos de unión térmica y termofijación se han convertido en el punto de avance crítico para los fabricantes que buscan mejorar la competitividad de sus productos. Según las estadísticas de la industria, los productos no tejidos que utilizan procesos avanzados de fijación por calor pueden alcanzar una prima en el mercado de 12% a 18% , mientras que el consumo de energía se reduce en 20% a 30% en comparación con los equipos tradicionales, lo que ofrece un retorno de la inversión significativamente superior en comparación con otras rutas de tecnología de acabado.
Principios técnicos y posicionamiento diferenciado de tres tipos de equipos principales
Las líneas de producción de unión térmica y termofijado se componen principalmente de tres categorías de equipos centrales, cada uno de los cuales cumple objetivos de proceso distintos. Comprender sus diferencias técnicas es esencial para optimizar la configuración de la línea y evitar desalineaciones en la inversión en equipos.
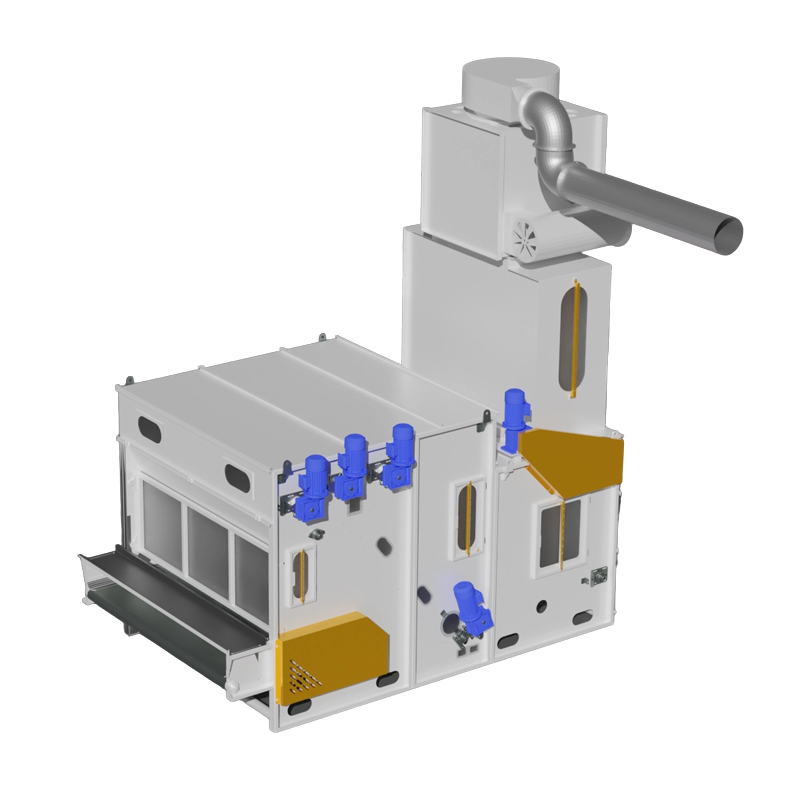
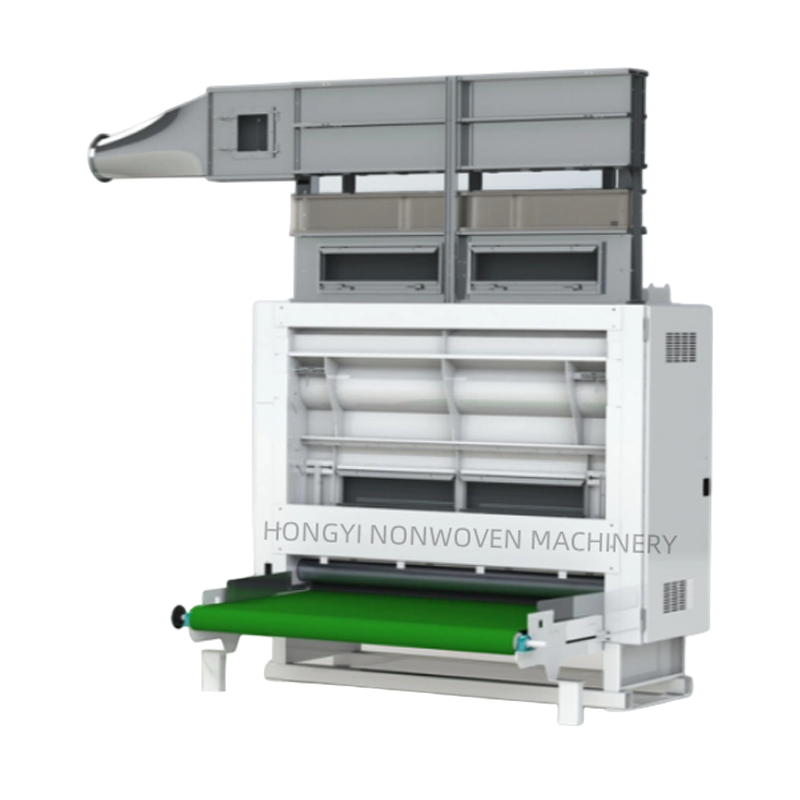
Horno de unión térmica con circulación de aire caliente: el constructor central de estructuras voluminosas
Este equipo utiliza aire caliente a alta velocidad que penetra en la red de fibras, lo que hace que las fibras de unión de bajo punto de fusión se fundan en los puntos de intersección con las fibras portadoras y se solidifiquen al enfriarse, formyo una estructura unida tridimensional. Su ventaja reside en la capacidad de procesar redes de fibra de hasta 200 mm de espesor , mientras que el producto terminado mantiene un alto volumen y una sensación suave al tacto. Las aplicaciones típicas incluyen acolchado de colchones, acolchado de muebles y materiales de aislamiento térmico. Con diseño de amortiguador ajustable de doble cara, La variación de temperatura en un ancho de 6 metros se puede controlar dentro de ±2°C. , previniendo eficazmente los defectos de "puntos débiles". En términos de parámetros operativos, el rango de temperatura de trabajo típico es 140°C a 220°C , con una velocidad de circulación de aire caliente que alcanza 8 a 15 m/s ; Los valores específicos requieren un ajuste dinámico basado en las proporciones de mezcla de fibras y el loft objetivo. Para redes de fibras mixtas que contienen 20% a 40% de fibras de bajo punto de fusión , la fuerza de unión puede alcanzar 8 a 15 N/5cm , satisfaciendo los requisitos de la mayoría de las aplicaciones de llenado domésticas e industriales.

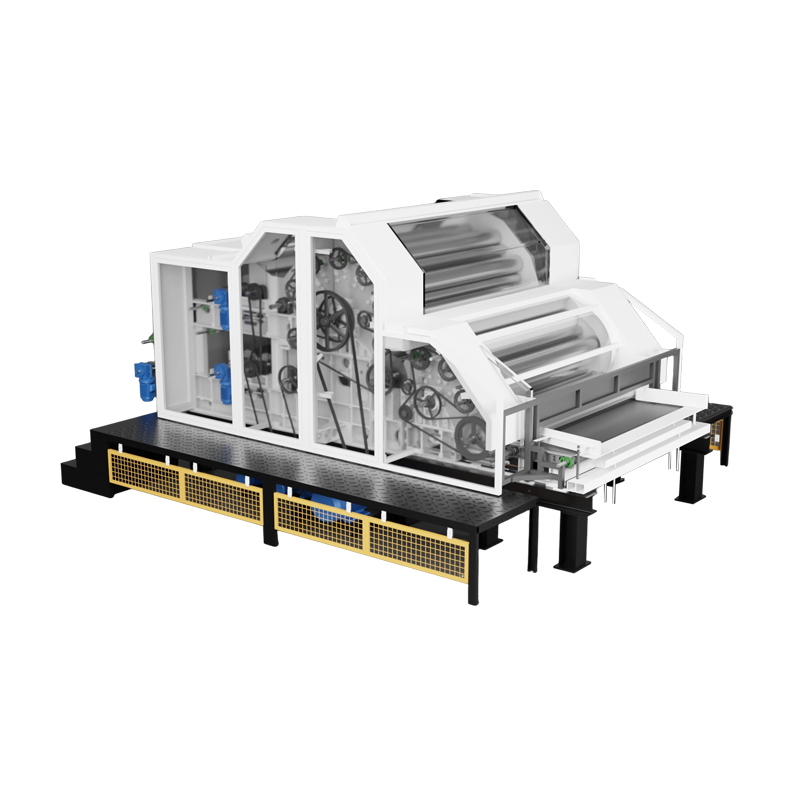
Calandria/planchadora: la herramienta de precisión para la densificación de superficies
A través de rodillos pulidos calentados que aplican calor conductivo y presión mecánica a la red de fibra, se logra el aplanamiento de la superficie y la mejora de la densidad. Este proceso puede comprimir el espesor del material a menos de 10 mm , impartiendo un acabado suave y "planchado". En revestimientos interiores de automóviles, sustratos de cuero sintético y geotextiles que requieren superficies lisas, la calandria es un dispositivo de acabado indispensable. El calentamiento uniforme del rodillo y las condiciones de cero rayones determinan directamente la calidad de la apariencia del producto terminado. Las temperaturas típicas de calandrado oscilan entre 120°C a 200°C , con la presión de la línea alcanzando 50 a 200 N/mm y rugosidad de la superficie del rodillo controlada a continuación Ra 0,4μm . Después del calandrado, la densidad de la superficie del material puede aumentar a 0,15 a 0,35 g/cm³ , mientras que la desviación de la uniformidad del espesor se puede reducir dentro de ±3% , sentando una base sólida para posteriores operaciones de laminación, recubrimiento y otras operaciones de procesamiento profundo.
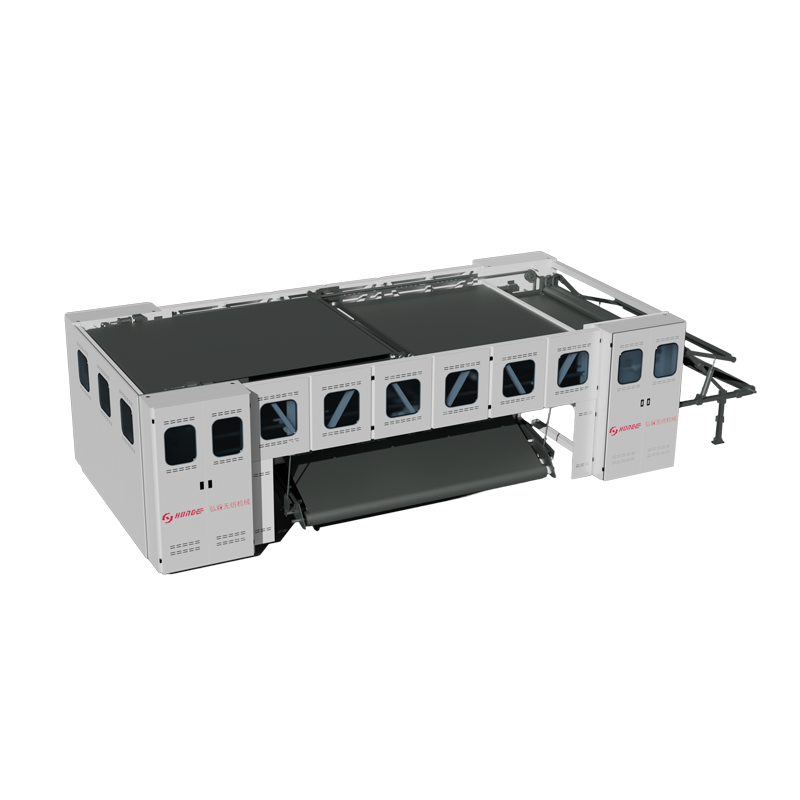
Stenter termoendurecible: la máxima garantía de estabilidad dimensional
Al utilizar alfileres o clips para sujetar la tela a un ancho constante mientras se aplica calor, este equipo libera las tensiones internas de la fibra, garantizando que no se produzca contracción ni deformación durante el procesamiento posterior o el uso final. Para entretelas de prendas de alta gama, medios filtrantes de precisión y fieltros industriales especializados, El proceso de termofijación determina directamente la confiabilidad del producto. . Este equipo integra la circulación de aire caliente con mecanismos de control de tensión, exigiendo la más estricta precisión en los parámetros del proceso. Las temperaturas típicas de fijación por calor oscilan entre 180°C a 230°C , con tiempos de procesamiento de 30 a 90 segundos y tasas de sobrealimentación controladas en 0% a 5% . Después de una completa termofijación, las telas no tejidas de poliéster sometidas a Calor seco a 180°C durante 30 minutos. exhiben tasas de contracción a continuación 1,5% tanto en dirección de urdimbre como de trama, en comparación con 10% a 15% para productos no armados. Esta diferencia de rendimiento es decisiva para los textiles médicos e industriales que requieren esterilización o planchado a alta temperatura.
| Dimensión de comparación | Horno de unión térmica con circulación de aire caliente | Calendario / Máquina de planchar | Rampa de fijación por calor |
|---|---|---|---|
| Método de transferencia de calor | Convección (penetración de aire caliente) | Conducción (rodillos calentados) | Control de tensión por convección |
| Efecto del producto | Alto loft/sensación suave al tacto. | Alta densidad/superficie lisa | Estabilidad dimensional / Anti-Contracción |
| Espesor procesable | Hasta 200 mm | Normalmente <10 mm | Rango de variables |
| Objetivo del proceso central | Unión estructural | Acabado de superficies | Control de contracción |
| Temperatura de funcionamiento típica | 140°C - 220°C | 120°C - 200°C | 180°C - 230°C |
| Indicador clave de rendimiento | Fuerza de unión 8-15N/5cm | Desviación de espesor ±3% | Tasa de contracción <1,5% |
Impacto crítico de los procesos de unión térmica en el rendimiento de los no tejidos
Los procesos de unión térmica y fijación por calor determinan directamente múltiples indicadores clave de rendimiento de las telas no tejidas, lo que afecta no solo la experiencia del usuario final sino también la capacidad de los fabricantes de ingresar a las cadenas de suministro de alto nivel. Tomando como ejemplo los no tejidos para interiores de automóviles, después de que el tratamiento de calandrado mejora la planitud de la superficie, la resistencia de unión de la laminación posterior aumenta en 15% a 25% ; mientras que el medio filtrante después del endurecimiento por calor exhibe una contracción dimensional controlada dentro de 2% después de un uso continuo en 150°C , muy superior a la 8% a 12% contracción de productos no fraguados. Para los fabricantes de equipos originales de automóviles, el rendimiento de la contracción térmica de los materiales interiores se relaciona directamente con la estabilidad del espacio del ensamblaje; una diferencia de contracción de 0,5 mm puede resultar en el rechazo de un lote completo.
En el sector del relleno de colchones y muebles, los procesos de unión por aire caliente imparten estructuras tridimensionales que mantienen Más del 85% de retención de espesor. después 100.000 ciclos de compresión . Estos datos proporcionan una referencia crucial para evaluar la durabilidad a largo plazo. Según la prueba estándar ASTM D3574, los materiales de relleno adheridos en caliente de calidad deben exhibir Pérdida de dureza por indentación inferior al 20 %. , mientras que los productos inferiores pueden mostrar un colapso y endurecimiento significativos al inicio del uso. Además, el control preciso de la temperatura evita el daño térmico excesivo que causa la fragilidad de la fibra, manteniendo resistencia a la tracción y resistencia al desgarro dentro de rangos aceptables. Los datos experimentales indican que cuando la temperatura de unión térmica excede el punto de fusión de la fibra en más de 30°C , la resistencia a la rotura de la fibra puede disminuir en 25% a 40% , afectando gravemente la vida útil del producto terminado.
Pautas prácticas de mantenimiento y optimización operativa
Equipos de unión térmica y termofijación. operar continuamente a altas temperaturas; Las estrategias científicas de mantenimiento son fundamentales para garantizar la estabilidad de la producción y la consistencia del producto. Los siguientes puntos de mantenimiento deben incorporarse en procedimientos operativos estandarizados con registros de mantenimiento rastreables:
- Calibración de temperatura: Verificación mensual de sensores y controladores PID para garantizar la precisión del control de temperatura de ±1°C . La desviación de temperatura es la causa principal de las fluctuaciones en la calidad de los lotes; una deriva de 3°C puede causar variaciones en la fuerza de unión que exceden 10% . Utilice termómetros estándar certificados para realizar calibraciones comparativas y conserve los certificados para realizar auditorías.
- Limpieza del filtro: Limpieza semanal de los sistemas de filtración de aire del horno para mantener la eficiencia del flujo de aire y eliminar los riesgos de incendio. La acumulación excesiva de polvo puede reducir la eficiencia de la circulación del aire caliente al más del 20% al tiempo que aumenta el riesgo de combustión. Para líneas de producción con alto contenido de aceite de fibra, la frecuencia de limpieza debe reducirse a cada 3 a 5 días .
- Lubricación de rodamientos: Los rodamientos de zona de alta temperatura requieren grasa resistente al calor (punto de caída no inferior a 250°C ), con intervalos de lubricación típicamente cada 500 horas de funcionamiento . Evite paradas no planificadas causadas por fallas de lubricación; una única parada inesperada puede provocar decenas de miles de dólares en pérdida de capacidad de producción.
- Inspección de rodillos: Revise periódicamente las superficies de los rodillos de la calandra para detectar rayones o calentamiento desigual; Los defectos de los rodillos se replican directamente en las superficies del producto terminado. Se recomienda realizar mediciones cuantitativas de rugosidad superficial cada dos semanas ; cuando los valores de Ra exceden 0,8 µm , se debe programar una reparación inmediata por rectificado.
- Mantenimiento de cadenas y rieles: Las cadenas de placas con pasadores en ramas tensoras termofijadoras funcionan a largo plazo en entornos de alta temperatura; alargamiento de la cadena superior 1,5% requiere un reemplazo oportuno; de lo contrario, el agarre del borde de la tela se vuelve inestable y falla el control del ancho.
Tendencias de aplicaciones de la industria: de la estandarización a la personalización y la inteligencia
Actualmente, la evolución de la tecnología de equipos de unión térmica y fijación por calor presenta tres tendencias principales, que influyen profundamente en el panorama competitivo y la distribución de la cadena de valor de la industria de los no tejidos.
Expansión de la adaptabilidad de los materiales: de fibras sintéticas a fibras naturales y recicladas
Más allá de las fibras convencionales de copolímero de poliéster de bajo punto de fusión, los equipos están ampliando la compatibilidad hacia fibras naturales (yute, lana) y fibras mezcladas de residuos reciclados. Las fibras naturales exhiben una mayor sensibilidad térmica, con temperaturas de transición vítrea típicamente 20°C a 40°C menos que las fibras sintéticas, requiriendo sistemas de control de tensión y curvas de temperatura con rangos de ajuste más amplios. Tomando como ejemplo los no tejidos de mezcla de lana, la temperatura de unión térmica debe controlarse estrictamente entre 130°C y 150°C ; exceder 160°C Provoca la desnaturalización de la fibra proteica y el endurecimiento al tacto. Las fibras de poliéster reciclado, debido a una distribución de peso molecular más amplia y un comportamiento de fusión más complejo, requieren estrategias de control que combinen rampa de temperatura segmentada con velocidad del aire de frecuencia variable .
Recuperación de calor residual y diseño energéticamente eficiente: vías clave para reducir el consumo de energía unitario
Con los sistemas de circulación de aire caliente, las pérdidas de calor en la línea de producción se pueden reducir significativamente. Las temperaturas típicas de escape del horno de unión térmica son aproximadamente 120°C a 160°C ; La instalación de intercambiadores de calor para utilizar este calor residual para el precalentamiento del aire fresco logra 15% a 25% ahorro de energía. Combinado con sistemas de control integrados por PLC que permiten el almacenamiento de recetas y la sincronización de velocidad, el consumo de energía del producto unitario disminuye aún más. Para una línea de producción de unión térmica con 3,5 metros de ancho operando en 15 m/min for 7.200 horas al año , los sistemas de recuperación de calor residual pueden ahorrar aproximadamente 80.000 a 120.000 metros cúbicos de gas natural por año, con períodos de recuperación de la inversión típicamente entre 18 a 24 meses .
Monitoreo inteligente: de la gestión de procesos basada en la experiencia a la gestión de procesos basada en datos
A través del monitoreo en línea de temperatura, tensión y espesor, el ajuste de retroalimentación en tiempo real de los parámetros del proceso reduce las fluctuaciones causadas por la intervención manual. Los modernos tensores termofijadores suelen estar equipados con matrices de temperatura infrarrojas and medidores de espesor láser , con frecuencias de muestreo de hasta 100 veces por segundo , capaz de capturar anomalías transitorias indetectables mediante la inspección manual tradicional. Cuando las desviaciones de espesor exceden el umbral establecido de ±5% , el sistema ajusta automáticamente las tasas de sobrealimentación y el volumen de aire caliente, conteniendo las fluctuaciones de calidad desde su inicio. Este modo de control de circuito cerrado mejora el rendimiento del primer paso de los tradicionales. 85% a 90% to más del 95% , con ahorros anuales de reducción de la tasa de desperdicio que alcanzan cientos de miles de dólares .
Aumento de los mercados emergentes: remodelación de los patrones de demanda global
Desde una perspectiva de distribución geográfica, la demanda de equipos de unión térmica y fijación térmica se está desplazando de los mercados tradicionales europeos y americanos hacia mercados emergentes como México, Turquía y Vietnam . México se beneficia de las tendencias de nearshoring y el crecimiento de la fabricación de automóviles se mantiene en 6% a 8% anualmente, impulsando directamente la demanda de telas no tejidas para interiores de automóviles; Turquía, como puente euroasiático, ha visto crecer sus exportaciones de geotextiles y textiles para el hogar. más del 35% en los últimos cinco años; Vietnam aprovecha las ventajas de los costos laborales para atraer importantes transferencias de capacidad de fabricación de colchones y muebles. Estas regiones comparten la característica de una demanda en continuo crecimiento de telas no tejidas de alto rendimiento, pero capacidades de soporte de equipos locales relativamente débiles, lo que proporciona un amplio espacio de mercado para los fabricantes de equipos con capacidades de entrega de línea completa. La capacidad de entregar máquinas individuales dentro 45 a 60 días y líneas completas dentro 90 a 120 días se ha convertido en el umbral básico para la competencia internacional. Mientras tanto, la construcción de redes de servicios localizados (que incluyen almacenamiento de repuestos, capacitación técnica y capacidades de diagnóstico remoto) se está convirtiendo en un factor importante en la selección de proveedores de los clientes.
Conclusión: la precisión técnica determina la excelencia del producto
Equipos de unión térmica y termofijación. servir como eslabón fundamental que conecta los procesos ascendentes y descendentes en las cadenas de producción de no tejidos. Ya sea que se busquen materiales de relleno de gran volumen, sustratos para interiores de automóviles de gran planitud o medios filtrantes industriales de alta estabilidad, el resultado depende en última instancia de la precisión del procesamiento térmico. Para los fabricantes de telas no tejidas, invertir en tecnología avanzada de unión térmica y fijación por calor no es solo el camino necesario para mejorar la calidad del producto, sino también una opción estratégica para responder a la competencia del mercado global y cumplir con los requisitos cada vez más estrictos de las aplicaciones de uso final. Impulsada por las fuerzas duales del desarrollo sostenible y la fabricación inteligente, la tecnología de unión térmica y fijación por calor seguirá evolucionando, abriendo escenarios de aplicación de mayor valor agregado y espacios de crecimiento para la industria de los no tejidos.