Contenido
- 1 Requisitos de proceso especiales de materiales Airlaid para bobinado y corte
- 2 Tecnologías de corte central: diferencias entre corte longitudinal y corte transversal
- 3 Comparación de tipos de equipos convencionales: el posicionamiento funcional determina la selección
- 4 Tecnologías de automatización y ahorro de energía: caminos duales para reducir los costos operativos
- 5 Panorama global de aplicaciones: las variaciones de la demanda regional impulsan la personalización de los equipos
- 6 Estrategias de mantenimiento: la atención preventiva determina el ciclo de vida del equipo
- 7 Tendencias futuras: la digitalización y la fabricación flexible remodelan el formato de los equipos
Equipos de bobinado y corte Airlaid. sirve como el maquinaria terminal central al final de las líneas de producción de no tejidos, determinyo directamente la uniformidad de la densidad, la limpieza de los bordes y la compatibilidad del procesamiento posterior de los rollos terminados. En la fabricación de aislamientos para automóviles, guata para colchones y geotextiles (materiales caracterizados por un alto espesor o una alta densidad), la precisión del proceso de las etapas de bobinado y corte puede afectar el rendimiento del producto terminado al 15% a 25% . Las tendencias actuales de la industria indican que los sistemas automatizados de bobinado y corte que integran un control preciso de la tensión con un corte longitudinal y transversal de alta velocidad se han convertido en el enfoque de inversión principal para fabricantes de no tejidos que buscan mejorar la consistencia del producto y reducir las tasas de desperdicio.
Requisitos de proceso especiales de materiales Airlaid para bobinado y corte
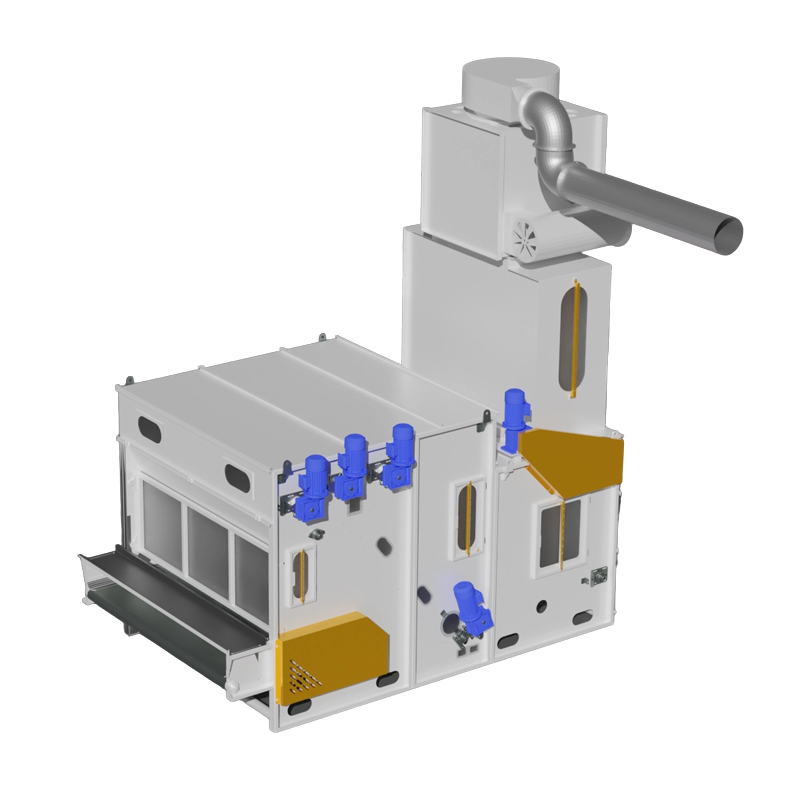
A diferencia de los no tejidos tradicionales spunbond o hidroentrelazados, los materiales colocados por aire suelen presentar estructuras de alto loft y baja densidad , con espesores que van desde 5 mm hasta 150 mm. Estas características estructurales presentan tres desafíos críticos para los equipos de bobinado y corte:
- El control de la tensión debe ser extremadamente preciso; El estiramiento excesivo comprime la estructura de la fibra, provocando una pérdida de espesor que excede 10% en productos terminados;
- Los bordes cortados deben permanecer limpios y libres de fibras sueltas, lo que de otro modo afectaría la apariencia de los procesos posteriores de laminación o costura;
- El proceso de bobinado debe evitar "extremos telescópicos": extremos de rollo desiguales que provocan pérdidas durante el almacenamiento y el transporte.
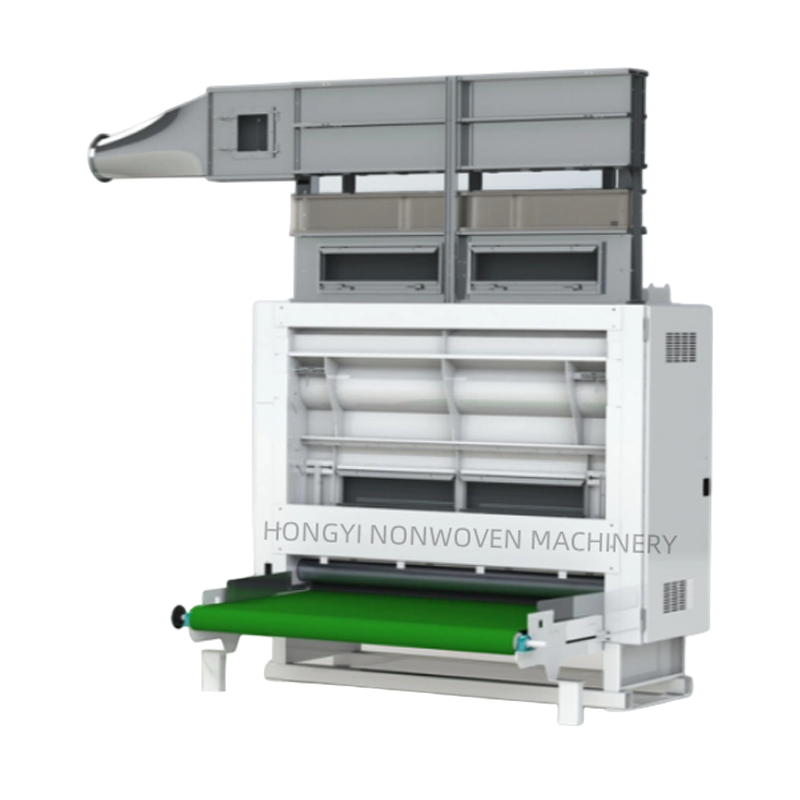
Para abordar estos desafíos, los equipos modernos de bobinado y corte Airlaid comúnmente adoptan un mecanismo de conmutación flexible entre Principios de bobinado de superficie y bobinado central. . El bobinado de superficie se adapta a materiales de gran altura y fácilmente deformables mediante la presión del rodillo de contacto; El bobinado central es más adecuado para redes estructuralmente estables y de alta densidad, ya que depende del par del mandril para un bobinado apretado.

Tecnologías de corte central: diferencias entre corte longitudinal y corte transversal
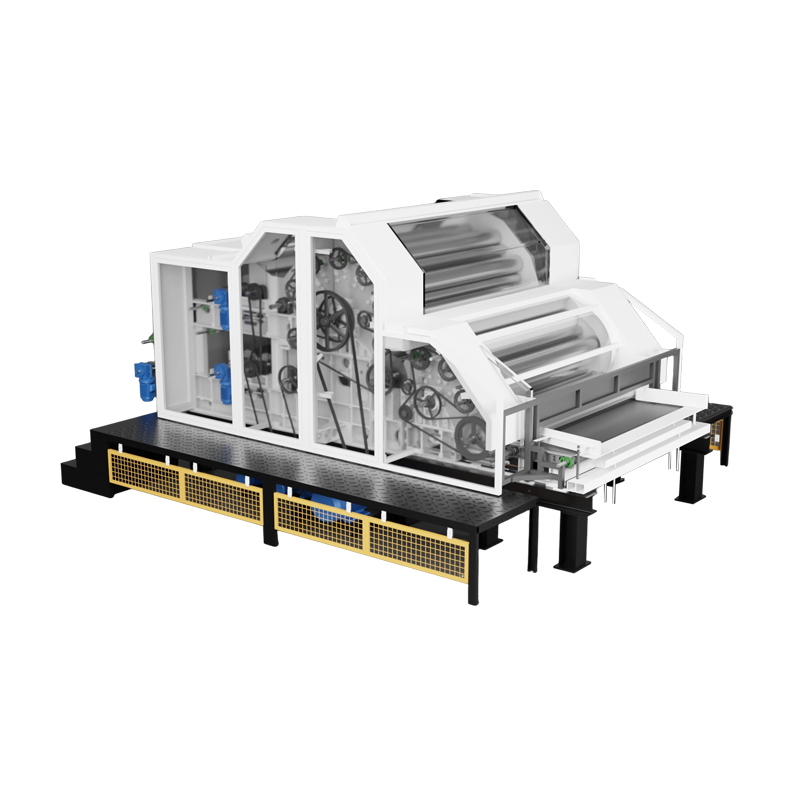
Corte longitudinal: el diseño modular de múltiples cuchillas mejora la flexibilidad de la línea
El corte longitudinal normalmente emplea cuchillas circulares o cuchillas neumáticas montadas en sistemas de rieles modulares. La principal ventaja de este diseño reside en el rápido ajuste de la separación de las cuchillas según los requisitos del pedido, con anchos de trabajo que cubren 2000 mm a 6000 mm . Para fieltros acústicos interiores de automóviles y paneles aislantes de capó, los anchos de corte típicos son 1200 mm o 1500 mm; La guata de los colchones se suele cortar en especificaciones de 900 mm o 1800 mm. Los rieles modulares permiten a los fabricantes adaptarse a diferentes requisitos de ancho agregando o reposicionando portacuchillas sin reemplazar toda la máquina, lo que reduce los ciclos de adaptación a 2 a 4 horas .
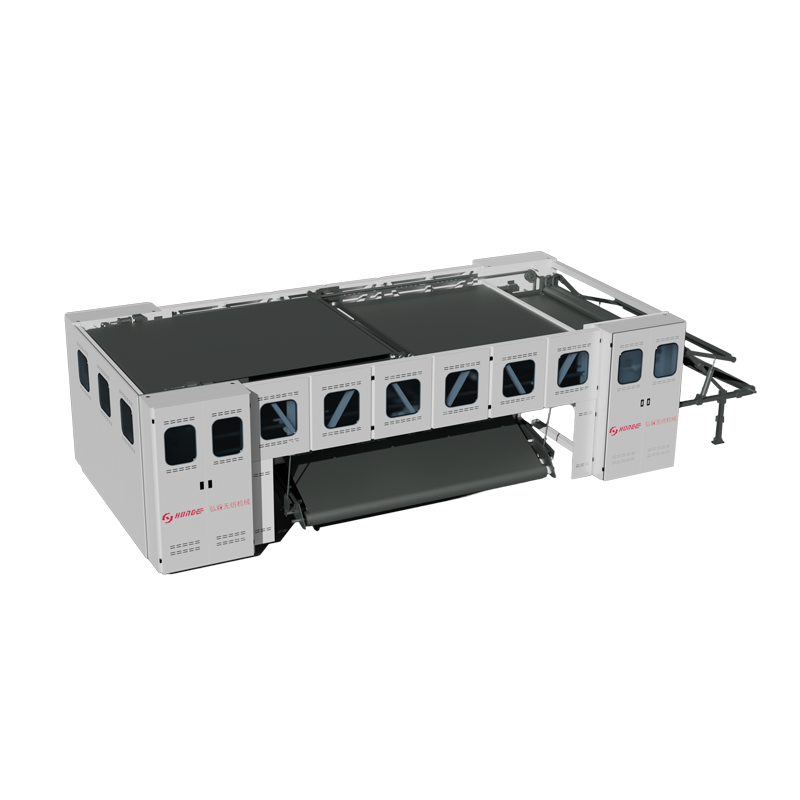
Corte transversal: desafíos de sincronización de velocidad para tijeras volantes frente a hojas de guillotina
La transversalidad debe resolver la cuestión central de sincronizar la acción de corte con la velocidad de la línea . Los sistemas de cizalla volante rastrean la posición de la banda en tiempo real mediante codificadores, completando el corte durante el movimiento de la hoja para garantizar bordes perfectamente cuadrados de 90 grados sin detener la producción. Para productos de láminas de longitud fija, como materiales del núcleo de colchones, la precisión del corte transversal generalmente se controla dentro de ±2mm . Por el contrario, el corte transversal estilo guillotina se adapta a materiales gruesos y de baja velocidad; Si bien es estructuralmente más simple, la frecuencia de corte generalmente no excede los 30 ciclos por minuto, mientras que los sistemas de corte volante en líneas de alta velocidad pueden lograr 60 a 80 ciclos por minuto .
Comparación de tipos de equipos convencionales: el posicionamiento funcional determina la selección
| Dimensión de comparación | Bobinadora automática estándar | Unidad de corte y bobinado de servicio pesado | Sistema de corte transversal de precisión |
|---|---|---|---|
| Función primaria | Formación de rollos continuos | Corte longitudinal de varios carriles | Producción de láminas de longitud fija |
| Compatibilidad de materiales | Telas de loft ligero a medio | Fieltro punzonado de alta densidad. | Guatas Airlaid rígidas o semirrígidas |
| Velocidad máxima de línea | 50 m/min | 30 m/min | Variable según la longitud de la hoja |
| Sistema de control | PLC con sensores de tensión | Juego de cuchillas manual o neumático. | Control síncrono vinculado a codificador |
| Aplicación típica | Bobinado de rollos grandes de geotextil | Corte múltiple de aislamiento automotriz | Corte de longitud fija del núcleo del colchón |
Como se muestra arriba, estos tres tipos de equipos no representan una simple progresión de desempeño, sino divisiones especializadas que apuntan a diferentes formas de producto final. Los proveedores de interiores de automóviles suelen exigir unidades de corte y bobinado de alta resistencia debido a la alta densidad del material, los grandes anchos y la necesidad de producir simultáneamente múltiples rollos estrechos; Los fabricantes de colchones, por el contrario, tienden a invertir en sistemas de corte transversal de precisión para lograr la conversión en un solo paso de rollos a láminas centrales, reduciendo la manipulación intermedia.
Tecnologías de automatización y ahorro de energía: caminos duales para reducir los costos operativos
Las modernas actualizaciones de la automatización de bobinado y corte Airlaid se centran en dos dimensiones: control inteligente de procesos and gestión de energía refinada . En el control de procesos, los sistemas PLC combinados con sensores de tensión permiten la regulación de circuito cerrado en tiempo real de la presión del devanado, controlando las fluctuaciones de densidad causadas por la intervención humana dentro ±3% . Algunos sistemas avanzados integran cámaras de detección de bordes que activan automáticamente los rodillos de corrección cuando la desviación de la banda supera los 5 mm, evitando el rechazo completo del rollo.
La tecnología de accionamiento de frecuencia variable reduce significativamente los picos de energía
En la gestión de energía, la tecnología de accionamiento de frecuencia variable (VFD) se ha convertido en un estándar de la industria. Los motores tradicionales de velocidad fija generan sobretensiones 3 a 5 veces la potencia nominal durante las fases de arranque-parada, mientras que los sistemas VFD reducen estos picos en más del 60% mediante un ajuste suave de la velocidad del motor. Para una línea de producción aérea de 3.000 toneladas de capacidad anual, el consumo de energía de bobinado y corte representa aproximadamente 12% a 18% de energía total de línea; Con la adopción de VFD, el uso anual de electricidad en este segmento se puede reducir aproximadamente entre un 8% y un 12%. Además, algunos equipos integran sistemas de succión de recuperación de bordes que transportan directamente los residuos de fibra cortada a las unidades de reciclaje, logrando reutilización circular inmediata con tasas de recuperación de material de borde superiores al 95%.
Panorama global de aplicaciones: las variaciones de la demanda regional impulsan la personalización de los equipos
La demanda global de equipos de bobinado y corte Airlaid exhibe características regionales distintivas, lo que impulsa directamente el desarrollo personalizado en ancho, configuración de cuchillas y sistemas de control:
- Turquía y Brasil : Como principales bases de fabricación de automóviles, estas regiones exigen una precisión de corte extremadamente alta para fieltros acústicos y paneles aislantes de capó, y los pedidos típicos requieren tolerancias de corte longitudinal dentro de ±1 mm y compatibilidad con múltiples cambios de ancho;
- Egipto y Tailandia : El auge de las industrias de colchones para muebles para el hogar impulsa la demanda de cortes transversales de longitud fija de guata unida térmicamente de gran volumen, con longitudes de láminas comunes de 1900 mm y 2000 mm, y un rango de espesor de 20 mm a 80 mm;
- Bangladesh y Vietnam : La inversión en infraestructura ha aumentado la demanda de geotextiles, y dichas aplicaciones favorecen el bobinado de gran diámetro (el diámetro máximo del rollo alcanza 1500 mm ), para reducir la frecuencia de cambio de rollos en sitio;
- México y Argelia : Las políticas de economía circular han aumentado las líneas de reciclaje de residuos, que normalmente rebobinan los recortes depositados por aire en fieltros industriales secundarios; estas líneas exigen velocidades más bajas pero más altas durabilidad y accesibilidad al mantenimiento .
Estrategias de mantenimiento: la atención preventiva determina el ciclo de vida del equipo
Los equipos de bobinado y corte Airlaid funcionan como maquinaria continua de alta carga; En una producción 24 horas al día, 7 días a la semana, la falta de mantenimiento preventivo puede aumentar el tiempo de inactividad no planificado al 20% a 30% . Las mejores prácticas de la industria dividen el mantenimiento en dos niveles:
Inspección diaria: enfoque en la condición de la hoja y la estabilidad de la presión del aire
Durante los cambios de turno diarios, se debe comprobar el filo longitudinal de los cuchillos; Las hojas desafiladas no sólo producen bordes deshilachados sino que también aumentan la carga del motor debido a una mayor resistencia al corte. La presión neumática del rodillo de bobinado debe mantenerse dentro del 4 a 6 barras rango establecido: una presión insuficiente provoca que el devanado del núcleo se afloje, mientras que una presión excesiva puede aplastar los materiales de gran altura. Además, la acumulación de fibras en las superficies del sensor de tensión es una causa común de lecturas falsas y debe limpiarse diariamente con cepillos suaves o pistolas de aire de baja presión.
Calibración mensual: alineación de las cuchillas y tensión del sistema impulsor
La verificación mensual del paralelismo longitudinal de las cuchillas debe realizarse utilizando herramientas de alineación láser o medidores dedicados. Incluso una desviación de 0,5 mm puede causar extremos de rollo desiguales después de miles de metros de bobinado, creando "telescopios". La tensión de la correa de transmisión síncrona también requiere una inspección mensual; Las correas sueltas provocan una desincronización de nivel de microsegundos entre las velocidades de bobinado y corte, lo que se amplifica en errores de longitud de la hoja durante el corte transversal. Los ciclos de lubricación de la cadena de transmisión generalmente requieren el reabastecimiento de grasa a alta temperatura cada 500 horas de funcionamiento .
Tendencias futuras: la digitalización y la fabricación flexible remodelan el formato de los equipos
De cara a los próximos tres a cinco años, la evolución de la tecnología de bobinado y corte de Airlaid se centrará en dos ejes. La primera es la introducción de Gemelo digital tecnología, que simula curvas de tensión del devanado y tasas de desgaste de las cuchillas bajo diferentes parámetros de material en entornos virtuales, lo que permite a los fabricantes de equipos optimizar los algoritmos de control antes de la entrega y comprimir la puesta en servicio en el sitio de las tradicionales 2 a 3 semanas a 3 a 5 días . En segundo lugar está el fortalecimiento de capacidades de fabricación flexibles —Permitir que una sola máquina cambie rápidamente entre la producción de fieltros aislantes para automóviles, materiales para el núcleo de colchones y geotextiles en el mismo día. Lograr esto requiere una reestructuración basada en software de los sistemas de cuchillas, la lógica de control de tensión y los modos de bobinado en lugar de simples ajustes mecánicos. Los pronósticos de la industria predicen que los dispositivos con capacidad de conmutación totalmente flexibles equipos de bobinado y corte capturará más 35% de nuevas instalaciones para 2028, convirtiéndose en el activo principal para fabricantes de telas no tejidas que responden a pedidos de lotes pequeños y de variedades múltiples.