Contenido
- 1 Qué hace realmente el equipo auxiliar en una línea de telas no tejidas
- 2 Por qué es importante abastecerse de una fábrica dedicada a maquinaria para telas no tejidas
- 3 Categorías principales de equipos auxiliares: desglose detallado
- 4 Emparejar el equipo auxiliar con el tipo de línea de producción
- 5 Criterios de selección clave al evaluar proveedores
- 6 Problemas comunes causados por equipos auxiliares no coincidentes o de baja calidad
- 7 Tendencia de la industria: automatización e integración inteligente
El equipo auxiliar es la columna vertebral operativa de cualquier línea de producción de telas no tejidas. Sin sistemas auxiliares adecuadamente adaptados, incluso los más avanzados tendrán un rendimiento inferior. Desde el manejo de materias primas hasta el empaque en rollo terminado, cada componente auxiliar determina directamente la eficiencia de la línea, la consistencia del producto y el costo total de propiedad.
Qué hace realmente el equipo auxiliar en una línea de telas no tejidas
El término "equipo auxiliar" cubre todas las máquinas y sistemas que apoyan el proceso de formación del núcleo pero que no producen por sí mismos la banda. En la práctica, esto incluye sistemas de apertura y mezcla de materiales, transportadores de alimentación de banda, unidades de control de tensión, dispositivos de corte de bordes, máquinas bobinadoras y cortadoras, sistemas de embalaje y unidades de recuperación de residuos.
Una línea de producción típica de spunbond o meltblown de una empresa acreditada Fabricante de maquinaria para telas no tejidas integrará de 8 a 14 categorías de equipos auxiliares. Cada categoría debe coincidir en velocidad, tolerancia de tensión y compatibilidad de materiales con la unidad de formación central.
| Categoría de equipo | Función | Parámetro crítico |
| Abridor de balas / Abridor de fibra | Afloja fardos de fibra cruda comprimida para una alimentación uniforme | Tasa de apertura (kg/h), tasa de daño de la fibra inferior al 0,5% |
| Transportador de mezcla | Mezcla múltiples tipos de fibras en proporciones establecidas | Desviación de la uniformidad de mezcla inferior a /-2% |
| Formador de banda/alimentador de regazo | Alimenta la banda cardada o colocada por aire a la sección de unión | Consistencia de tensión, peso web CV inferior al 3% |
| Unidad de control de tensión | Mantiene la tensión constante de la tela durante el procesamiento. | Variación de tensión inferior a 1 N/m en todo el ancho |
| Recortadora de bordes | Recorta el orillo para lograr un ancho uniforme del producto. | Tolerancia de ancho /-1 mm |
| Máquina cortadora | Corta el rollo maestro en anchos más estrechos especificados | Precisión de alineación de la hoja dentro de 0,2 mm |
| Bobinadora automática | Enrolla la tela terminada en rollos con tensión controlada. | Consistencia de dureza del rodillo, centrado del núcleo. |
| Sistema de embalaje | Envuelve, etiqueta y paletiza rollos terminados | Rendimiento (rollos/hora), estanqueidad del embalaje |
| Unidad de Recuperación de Residuos | Recoge recortes de bordes y material fuera de especificaciones para su reutilización. | Tasa de recuperación superior al 95% de los residuos recortados. |
Por qué es importante abastecerse de una fábrica dedicada a maquinaria para telas no tejidas
Muchos compradores cometen el error de comprar equipos de formación de núcleos de un solo proveedor y equipos auxiliares de proveedores industriales genéricos. Esto crea brechas de integración. un Fábrica de maquinaria no tejida que fabrica tanto la línea de formado como los sistemas auxiliares garantiza la compatibilidad de las señales eléctricas, las dimensiones de la interfaz mecánica y la comunicación PLC sincronizada en todas las unidades.
Por ejemplo, una bobinadora automática suministrada por separado puede funcionar a una velocidad máxima de línea de 180 m/min, mientras que una moderna línea de formación de spunbond de una empresa líder Maquinaria para telas no tejidas El proveedor funciona de 220 a 300 m/min. Este desajuste de velocidad del 20-40% crea cuellos de botella que reducen la capacidad de producción anual en cientos de toneladas.
Una línea de spunbond de 3,2 metros de ancho que funciona a 260 m/min con una bobinadora no coincidente limitada a 180 m/min pierde aproximadamente 27.000 metros de tiempo de producción por turno de 8 horas. Con 20 gsm y un precio de mercado de 1,20 dólares por kg, esto equivale aproximadamente a 3.370 dólares de pérdida de producción por turno.
Categorías principales de equipos auxiliares: desglose detallado
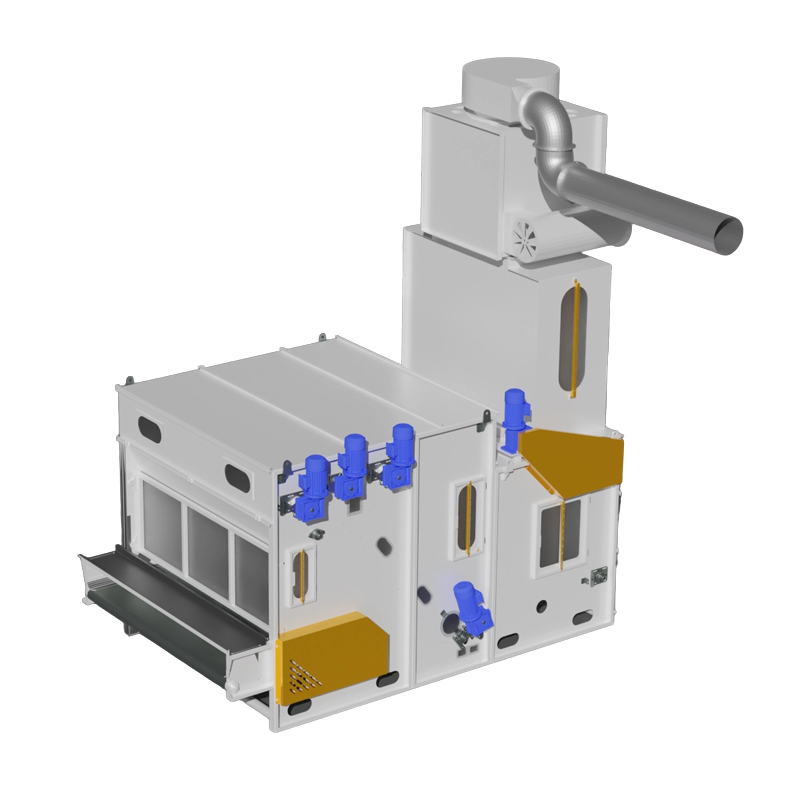
Sistemas de apertura y mezcla de fibras
Los abridores de fibra modernos utilizan rodillos batidores de múltiples etapas que giran a 600-1200 RPM para separar las fibras comprimidas con una rotura mínima. Abridores de balas de alto rendimiento de la mano de especialistas Fabricante de maquinaria para telas no tejidass Logre rendimientos de 500-1200 kg/h mientras mantiene la retención de la longitud de la fibra por encima del 98%. Los transportadores de mezcla inmediatamente después mezclan diferentes grados de fibra, como 70 % de polipropileno con 30 % de poliéster, con una desviación de proporción de menos del 2 %.
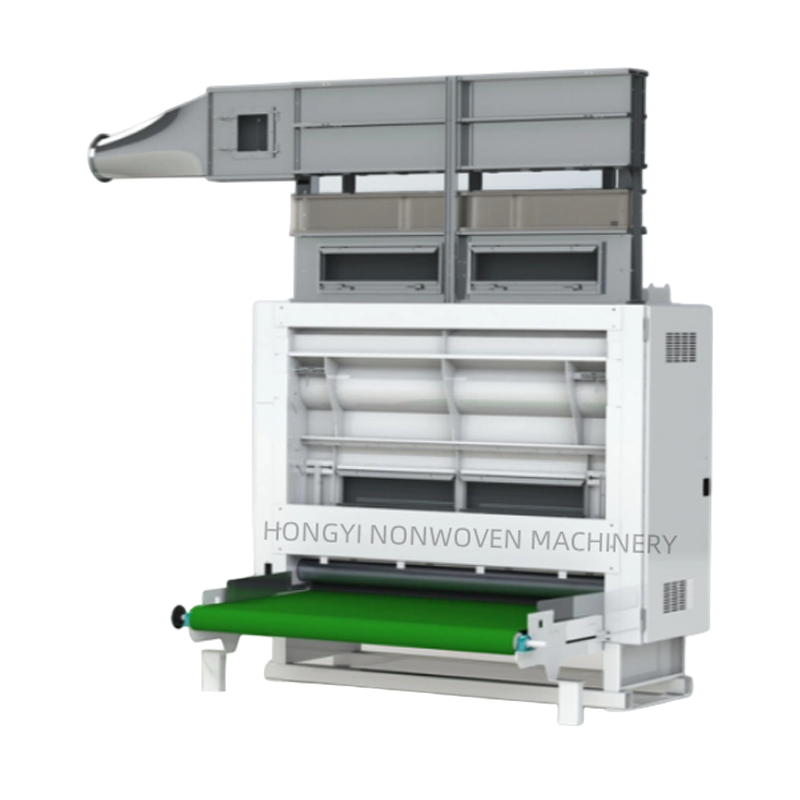
Equipos de alimentación y transporte de banda
Los transportadores de rejilla, los alimentadores de clavijas y los rodillos de alimentación servoaccionados forman la cadena de transporte de la banda entre la sección de cardado o de colocación por aire y la unidad de encolado. Los sistemas servoaccionados ofrecen una precisión de posicionamiento de 0,1 mm por revolución y pueden manejar anchos de tela desde 1,6 m hasta 5,2 m. La sincronización de velocidad entre el alimentador y el horno de unión o la calandria debe mantenerse dentro del 0,5 % para evitar que la banda se estire o se acumule.
Sistemas de guía y control de tensión
La tensión constante a lo largo de la línea evita la variación dimensional. Los sistemas neumáticos de rodillos giratorios combinados con retroalimentación PLC de circuito cerrado pueden mantener la tensión de la tela dentro de 0,5 N/m en todo el ancho de producción. Los sensores de guía de bordes, generalmente ultrasónicos o fotoeléctricos, detectan la posición de la tela y la corrigen mediante rodillos de dirección servoaccionados en 50 milisegundos, lo que garantiza una alineación del bobinado dentro de 1 mm en todo el rollo de producción.
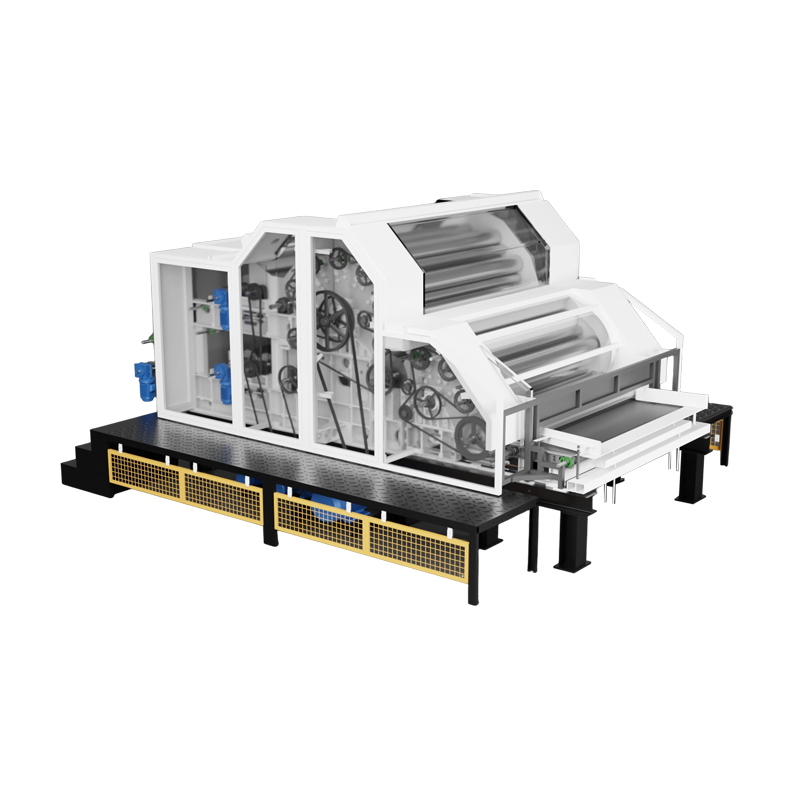
Equipos de corte y bobinado
Las máquinas cortadoras y rebobinadoras se encuentran entre los equipos auxiliares de mayor precisión en una línea de telas no tejidas. Las bobinadoras de cuchillas giratorias para telas no tejidas deben lograr una posición de la cuchilla dentro de 0,2 mm y mantener una dureza del rollo constante en un rango de dureza Shore A de 55 a 75, dependiendo del peso de la tela y el uso final. Máquinas de experiencia. Fabricantes de máquinas no tejidas incluyen posicionamiento automático de cuchillas, medición del diámetro del rollo y detección de núcleos para manejar rollos de 50 mm a 1500 mm de diámetro.
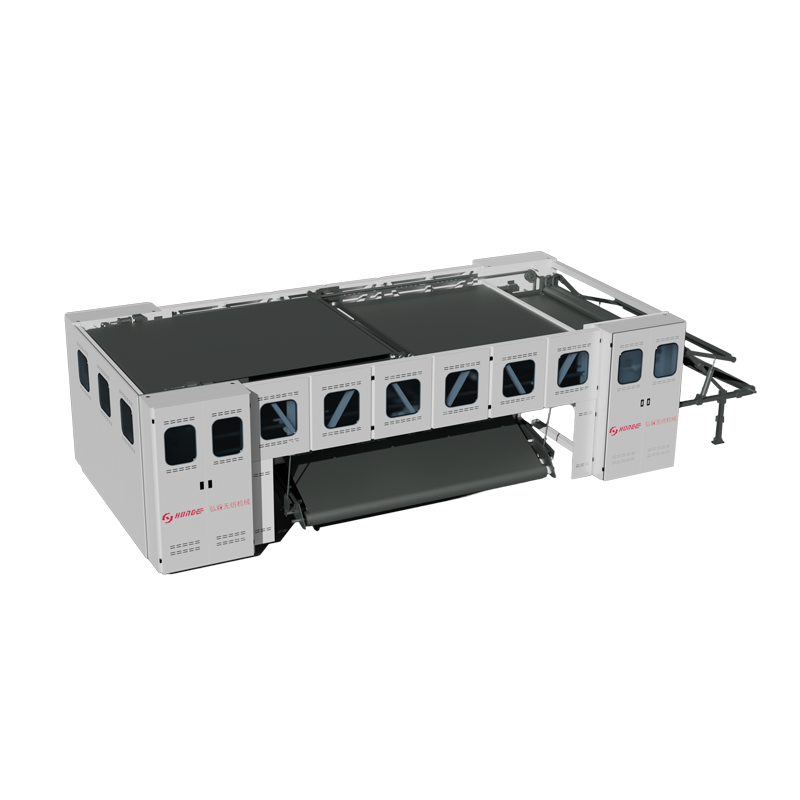
Sistemas de embalaje y paletizado
Las líneas de envasado en rollos terminados pueden ser semiautomáticas o totalmente robóticas. Un sistema totalmente automatizado puede manejar de 12 a 18 rollos por hora sin intervención manual, lo que reduce los costos de mano de obra entre un 60 y un 75 % en comparación con las operaciones de envoltura manual. La envoltura con película estirable combinada con bolsas termorretráctiles protege los rollos de la humedad y la contaminación durante el transporte, algo fundamental para los no tejidos de grado médico o higiénicos donde la contaminación de la superficie es un criterio de rechazo.
Emparejar el equipo auxiliar con el tipo de línea de producción
Los diferentes procesos de producción de no tejidos exigen diferentes configuraciones de equipos auxiliares. La siguiente tabla asigna las tecnologías de producción más comunes a sus sistemas auxiliares requeridos.
| Tecnología de producción | Equipo auxiliar clave requerido | Consideraciones especiales |
| Hilado (PP/PET) | Secador de pellets, filtro de fusión, recortador de bordes, enrollador automático, cortadora | Control de tensión de alta velocidad (hasta 300 m/min) |
| fundido | Sistema de limpieza de matrices, unidad de filtración de aire, eliminador de estática, bobinadora de precisión | Red ultrafina (fibra de 0,1 a 10 micrones); frágil: es esencial un bobinado de baja tensión |
| Punzón de aguja | Abridor de balas, transportador de mezcla, alimentador de vueltas, transportador de recogida, cortador de rollos | Pesos de tela pesados (100-3000 g/m²); Se necesitan unidades de recogida robustas. |
| Enlace térmico | Abridor de fibra, naladora transversal, sistema de escape para horno, bobinadora, línea de envasado | Red sensible a la temperatura; transportador de enfriamiento antes del bobinado obligatorio |
| Hidroentrelazamiento (Spunlace) | Sistema de tratamiento de agua, secadora, unidad tensora, cortadora-rebobinadora. | Alto consumo de agua; Se requiere unidad auxiliar de tratamiento de aguas residuales. |
| Enlace químico | Unidad de aplicación de aglutinante, escape del horno de secado, recortadora de bordes, bobinadora | Gestión de residuos de aglomerantes; sistema de extracción de humos crítico |
Criterios de selección clave al evaluar proveedores
Al evaluar un Fabricante de máquinas no tejidas Para los sistemas auxiliares, se deberán evaluar sistemáticamente los siguientes criterios técnicos y comerciales:
Confirme si el proveedor utiliza estándares de comunicación PLC abiertos (Profibus, EtherNet/IP) o protocolos propietarios que lo encierran en un ecosistema.
El equipo auxiliar debe cubrir un rango de velocidad de al menos un 20% por encima de la velocidad máxima nominal de la línea de formación de núcleos para proporcionar espacio para futuras actualizaciones.
Confirme la capacidad de ancho ajustable. Las principales fábricas de maquinaria no tejida ofrecen sistemas auxiliares ajustables de 1,0 ma 5,0 m sin necesidad de modificaciones estructurales.
Las piezas de desgaste críticas (cuchillas, cojinetes, anillos de sellado) deben tener un plazo de entrega garantizado de menos de 72 horas por parte del fabricante o del almacén regional.
La capacidad de diagnóstico remoto, la respuesta in situ en 48 horas y una garantía mínima de 2 años en componentes mecánicos y eléctricos clave son expectativas estándar de la industria.
Las clasificaciones de eficiencia del motor IE3 o IE4 en todos los componentes accionados pueden reducir el consumo de energía del equipo auxiliar entre un 8 y un 15 % en comparación con las alternativas con clasificación IE1.
Problemas comunes causados por equipos auxiliares no coincidentes o de baja calidad
Un control deficiente de la tensión provoca una variación del peso base del 5 al 15 % en todo el ancho del rollo, lo que provoca tasas de rechazo de productos superiores al 8 % en aplicaciones de no tejidos médicos y de higiene, donde las tolerancias de uniformidad del peso suelen ser de /-3 %.
Los cortabordes desgastados o mal colocados producen orillos irregulares con una variación de ancho superior a 3 mm. Esto descalifica directamente la tela para interiores de automóviles o aplicaciones de filtración donde se especifica la precisión del borde de corte.
Una tensión de bobinado inconsistente provoca que los rollos se telescopen (donde las capas individuales se desplazan axialmente) lo que hace que el rollo sea inutilizable en los equipos de conversión posteriores. La reparación o el rechazo de rodillos telescópicos añade unos costes de manipulación estimados entre 80 y 150 dólares por tonelada.
Los equipos auxiliares industriales genéricos no diseñados para ciclos continuos de producción de telas no tejidas (22-24 horas/día, 330 días/año) experimentan una frecuencia de averías no planificadas de 3 a 5 veces mayor, lo que contribuye a pérdidas de OEE del 12 al 18 % anual.
Tendencia de la industria: automatización e integración inteligente
El mas competitivo Fabricante de maquinaria para telas no tejidass ahora ofrecemos sistemas auxiliares listos para la Industria 4.0. Los desarrollos clave incluyen:
- Monitoreo del peso base en tiempo real integrado con el sistema de alimentación, lo que permite la corrección del peso en circuito cerrado dentro de ciclos de respuesta de 2 segundos
- Posicionamiento automático de cuchillas en cortadoras-rebobinadoras, lo que reduce el tiempo de cambio de 45 minutos a menos de 8 minutos por trabajo.
- Estándares de comunicación OPC-UA que conectan todas las unidades auxiliares a un sistema SCADA central para monitoreo OEE en toda la línea
- Algoritmos de mantenimiento predictivo que analizan los datos de vibración y temperatura de los accionamientos de las bobinadoras, lo que reduce los eventos de falla de los rodamientos hasta en un 70 %.
- Sistemas robóticos de manipulación de rollos que integran embalaje, etiquetado y paletizado en una única celda automatizada, logrando tiempos de ciclo de 90-120 segundos por rollo.
Estos avances están disponibles en fábricas de maquinaria no tejida establecidas que han invertido en investigación y desarrollo dedicados a sistemas auxiliares, no solo en tecnología de formación de núcleos. Al especificar una nueva línea de producción o actualizar una existente, tratar el equipo auxiliar como una inversión de capital estratégica en lugar de una compra de productos básicos produce retornos mensurables en calidad, rendimiento y tiempo de actividad.